How to Price a Laser Cutting Job: Shop Rate, Material, and Three Worked Examples
How to price a laser cutting job in 2026: shop rate build-up, material markup formulas, pierce time costs, and three worked job examples from $300 to $4,100.
A shop owner emailed me a job he had just lost money on. 50 brackets, 2 mm mild steel, simple cutouts, customer paid $250. He thought he was charging fairly: $5 per part, easy. When he actually broke the numbers down, the material alone cost him $148, the machine ate roughly $33, and the $50 setup fee he never explicitly billed for swallowed the rest. He delivered the job at a loss of about $50, then quoted the next batch the same way.
This is what happens when shops price by gut. The fix is not raising rates; it is knowing exactly which line items roll into a quote and what each one costs. Below is the formula every defensible laser-cutting quote uses, the actual numbers behind a $110/hour shop rate, and three full worked examples covering small, medium and large jobs in different materials.
The Formula
Every serious quote, from a one-machine job shop to Xometry’s neural-net pricing engine, reduces to the same structure:
Price = (Machine Time × Shop Rate) + (Material × Markup) + Setup Fee + Admin + MarginMadić et al., in the International Journal of Laser Science (2019), built a parametric cost model from first principles and arrived at exactly this skeleton with four cost drivers: material type, thickness, cut distance, and pierce count. Commercial calculators add only assist gas as a fifth variable. Anything more sophisticated is just better statistics on the same five inputs.
The trap is that three of those five drivers are invisible if you only look at part outline area. Pierce count, cut path length and assist gas only become visible once nesting and CAM are run. Pricing from a photo or a part count is how shops lose money on small-pierce, tight-feature jobs.
What “$110 per Hour” Actually Pays For
Most shops bill machine time at a flat rate, somewhere between $80 and $180/hour for a modern 6 kW fiber laser in the US. The number sounds arbitrary until you build it from cost components.
| Cost component | $/hour | Share |
|---|---|---|
| Loaded operator labor (wage × 1.35) | $34.00 | 42% |
| Machine depreciation ($200k / 5 yr / 2,000 hr) | $20.00 | 24% |
| Sales + admin overhead allocation | $9.00 | 11% |
| Assist gas, blended across job mix | $8.00 | 10% |
| Facility, utilities, allocation | $6.00 | 7% |
| Electricity, 6 kW fiber | $3.50 | 4% |
| Consumables (nozzles, lenses) | $0.75 | 1% |
| Planned maintenance | $0.50 | 1% |
| Internal cost per machine hour | $81.75 | 100% |
Add a 25% margin and the billable rate lands at roughly $102/hour. Add 50% and you get $123/hour. That bracket, $100 to $125, is where most mid-size US fab shops actually price. Bogong Laser’s 2025 operating-cost teardown puts the true loaded operating cost of a fiber laser at $20-$70/hour, which is the same number with depreciation and overhead distributed differently. The Fabricators & Manufacturers Association reports laser operator wages climbed roughly 20% over four years to around $52,000, which is why labor is the single largest line in the stack.
A handful of points are worth flagging in this table. Electricity is small. Consumables are small. Even maintenance is small on fiber, $200 to $400 per year per Senfeng Laser. The dominant costs are people and the machine itself. When operators look for cost reductions in the wrong place, they usually grind on the 5% lines and ignore the 66% lines.
Material Cost: The Single Largest Line Item on Most Jobs
Material is usually 40 to 80% of the total quoted price. The numbers below reflect mid-2026 US distributor prices.
| Material | Thickness | $/lb | $/m² | Density |
|---|---|---|---|---|
| A36 mild steel | 2 mm | $1.15 | $38.07 | 33.1 lb/m² |
| A36 mild steel | 3 mm | $0.95 | $47.12 | 49.6 lb/m² |
| A36 mild steel | 10 mm | $0.80 | $132.16 | 165.2 lb/m² |
| 304 stainless | 3 mm | $1.65 | $83.33 | 50.5 lb/m² |
| 5052 aluminum | 3 mm | $1.75 | $30.45 | 17.4 lb/m² |
US Midwest HRC sat around $945-980 per short ton through mid-2026, up 28% year over year per Trading Economics. Aluminum LME tested $3,000/tonne in H1 2026 after sitting below $2,500 through 2024. Stainless 304 retail held in the $1.45 to $1.75/lb range at distributor level. These numbers move quarter to quarter; the shop rate component drifts annually but the material component drifts monthly, so material pricing needs to be re-checked on every quote.
On top of the raw cost, shops apply a markup. The Fabricator’s reporting on margin structure puts standard fab-shop material markup at 25 to 30%, dropping to 14 to 16% on commodity sheet at high-volume operations and rising to 50 to 100% on small-batch work where a one-off part forces the shop to buy a full sheet. The markup covers handling, storage, scrap allowance, and the working capital tied up in inventory. It is not optional margin; the shop’s net operating margin after everything is only about 4% by FMA’s 2024 data.
The line item that catches shops out is utilization. If a job uses 60% of a sheet, the other 40% is either scrapped, stored as a remnant, or absorbed by the next job. Each option has a cost. The cleanest accounting is to bill material based on full sheets consumed, with the remnant either credited back when reused or written off when not. Shops that bill only the part area rather than the sheet area silently absorb the offcut, which is exactly how a 35% gross margin shrinks to a 4% net.
Three Worked Examples
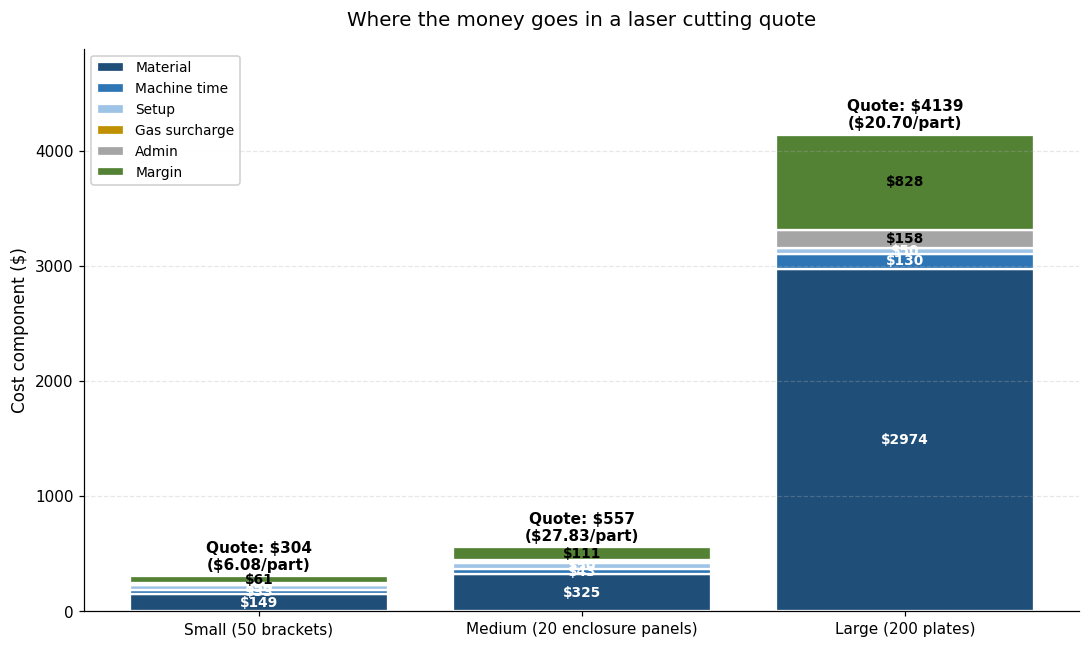
I ran the full calculation for three representative jobs at a $110/hour shop rate, $50 setup, 25% margin. All numbers below are computed, not estimated.
Job 1: 50 small brackets, 2 mm mild steel, compressed air
Sheet: 1.25 × 2.5 m, 62% utilization
Cut length total: 40 m at 18 m/min → 2.2 min cutting
Pierces: 200 at 0.2 sec → 0.7 min piercing
Setup + rapids → ~15 min
Machine time: 0.30 hr
Material (sheet 1.25 × 2.5 m × $38.07 × 1.25 markup): $148.69
Machine cost (0.30 hr × $110): $32.80
Setup fee: $50.00
Admin (5%): $11.57
Margin (25%): $60.77
─────────────────────────────────────────────────────
QUOTE: $303.83 total → $6.08 per partThis is the job from the email. Material is half the quote. The machine ran for 18 minutes, far below the setup-fee threshold where setup amortizes cleanly. Per-part economics improve sharply with run size; at 200 parts on the same sheet utilization, the per-part price drops below $3 because the fixed setup cost spreads further.
Job 2: 20 enclosure panels, 3 mm stainless, nitrogen
Sheet: 1.25 × 2.5 m, 71% utilization
Cut length total: 48 m at 6.5 m/min → 7.4 min cutting
Pierces: 180 at 0.6 sec → 1.8 min piercing
Setup + rapids → ~15 min
Machine time: 0.39 hr
Material (sheet × $83.33 × 1.25 markup): $325.49
Machine cost (0.39 hr × $110): $43.42
Setup fee: $50.00
Nitrogen surcharge (above blended gas in rate): $5.13
Admin (5%): $21.20
Margin (25%): $111.31
─────────────────────────────────────────────────────
QUOTE: $556.55 total → $27.83 per partStainless on nitrogen tells a different story. Material doubles per square meter compared to mild steel, and nitrogen at $18/hour exceeds the blended gas figure built into the standard shop rate. AccTek’s 2025 breakdown puts nitrogen consumption at 25 to 50 m³/hour peak on thick stainless; ADH Machine Tool measured 40 to 120 m³/hour on half-inch carbon steel with high-pressure N₂. The $5 surcharge on this job is small but if you run nitrogen-heavy stainless work all day on a rate built for an oxygen mild-steel mix, you bleed margin steadily across a year. A separate stainless rate, $130 to $140/hour, fixes this.
Job 3: 200 thick plates, 10 mm mild steel, oxygen
Sheets: 4 × (1.5 × 3.0 m), 78% utilization
Cut length total: 90 m at 2.2 m/min → 40.9 min cutting
Pierces: 400 at 1.5 sec → 10.0 min piercing
Setup + rapids → ~20 min
Machine time: 1.18 hr
Material (4 sheets × $132.16 × 1.25): $2,973.60
Machine cost (1.18 hr × $110): $130.00
Setup fee: $50.00
Admin (5%): $157.68
Margin (25%): $827.82
─────────────────────────────────────────────────────
QUOTE: $4,139.10 total → $20.70 per partMaterial dominates on thick plate work; here it is 72% of the quote. Pierce time becomes meaningful too. At 1.5 seconds per pierce on 10 mm mild steel, 400 pierces is 10 minutes of pure pierce time, nearly a quarter of the machine cost. Cutting common lines where the geometry allows can cut pierce count by 60 to 85% on rectangular grids; on this job that would knock another 6 to 8 minutes off the machine time and the consumable wear with it.
The single number that moves this quote the most is utilization. The job is priced at 78%; if nesting only achieves 65%, the shop either eats the extra material cost (margin drops from 25% to under 15%) or sells the difference as remnant, which works only if there is a downstream job in the same gauge.
Where Shops Lose Money
Three pricing mistakes repeat across every operator I have talked to.
Pricing by area, not by file. Quoting $X per square meter ignores pierce count entirely. A part with 50 small holes costs the same machine time as a part with one large cutout of the same area; the pierce-heavy version costs 30 to 50% more to produce in consumable wear and machine time, and a $/m² quote loses money on it every time.
Skipping the setup fee on small jobs. Setup is 5 to 15 minutes of operator time per job regardless of part count. Skipping a $50 setup fee on a $200 job kills 25% of the gross margin, which on FMA’s published 4% net margin is the entire profit and then some.
Charging the same hourly rate for nitrogen jobs as for oxygen. A standard shop rate blends gas costs across the typical job mix. Running heavy stainless or thick aluminum jobs on N₂ at the blended rate undercharges by $5 to $15/hour. Either build a separate stainless/aluminum rate, or add a per-hour gas surcharge to jobs that exceed the blended assumption.
Nesting and Pricing
Three nesting choices alter the cost structure of a quote enough to be worth pricing explicitly.
Utilization changes material cost by 10 to 30%. A part nested at 75% versus 60% on the same sheet shifts material per piece by a quarter. On a job where material is 50% of the quote, that is a 12.5% swing in total price, larger than most shops’ net margin.
Common-line cutting reduces pierce count. On rectangular grids, common lines drop pierces by 60 to 85% per the common-line-cutting post, which cuts machine time and consumable wear in proportion. A 200-part job with 4 pierces per part drops from 800 pierces to roughly 200 with common-line; on 10 mm plate at 1.5 sec/pierce, that is 15 minutes of machine time saved, roughly $28 of cost.
Rotation and grain direction. Free rotation increases utilization by 5 to 12% on long-aspect parts, but restricting rotation for grain direction or appearance can drop utilization by the same amount. Knowing which constraint applies before nesting is the difference between a profitable quote and a margin-eater.
These are the levers Lapas exposes per job. The point is not that better nesting makes every quote cheaper for the customer; the point is that knowing the utilization number before you quote lets you price accurately rather than absorbing the variance.
FAQ
What hourly rate should I charge for laser cutting? $80 to $180/hour for a 6 kW fiber laser is the defensible US range in 2026. Build it from your actual costs: depreciation ($200k machine / 5 years / ~2,000 billable hours = $20/hour), loaded labor ($33 to $35/hour for a $25/hour operator), gas, electricity, consumables, overhead. Add 25 to 50% margin. Most mid-size shops land at $100 to $125; premium and quick-turn shops at $150 to $300.
How do I price a small one-off job without losing money? Charge a setup fee of $40 to $80 separately from machine time. Bill material at full-sheet cost, not the part area, when you have to buy a sheet for a one-off. Raise the material markup to 50 to 100% on small-batch work because the offcut is rarely usable. Per The Fabricator’s reporting, this is standard practice across the industry.
Should I charge per pierce or per part? Most shops price by total machine time at a flat hourly rate, which already includes pierce time. Per-pierce pricing is rare except at online instant-quote platforms like SendCutSend, which build it explicitly into their parametric quote engine because pierce time is a hidden cost driver, 10 to 2,000 ms per pierce depending on thickness. The numbers in your quote need to reflect pierce count somehow, even if you do not show it as a line item.
How much should material be marked up? 25 to 30% on standard sheet for typical job shop work. 14 to 16% on commodity sheet at high-volume operations with strong purchasing power. 50 to 100% on small-batch work where you absorb a full sheet for a few parts. The markup covers handling, storage, scrap, and working capital tied up in inventory, not just margin.
Does my shop rate need to be different for fiber vs CO2? Yes. A 4 kW fiber’s direct operating cost is roughly $6/hour per FSM Direct; a 4 kW CO2 is $13/hour. Add CO2 maintenance ($1,000 to $2,000/year vs $200 to $400 for fiber per Senfeng Laser) and the gap widens. If you run both, build separate rates rather than blending. A blended rate undercharges fiber jobs and overcharges CO2 jobs, which costs you both quotes you should win and margin on quotes you do.
Sources:
- Madić, M., Radovanović, M., Janković, P. “CO2 Laser Cutting Cost Estimation: Mathematical Model.” International Journal of Laser Science, vol. 1, no. 2, 2019, pp. 169-183.
- LaserCalc Pro: Laser Cutting Cost Per Hour — Machine Hourly Rate Formula, 2025.
- Bogong Laser: Real Operating Cost of a Fiber Laser Cutting Machine Per Hour, 2025.
- The Fabricator (FMA): How metal fabricators make the most out of narrow margins, 2024.
- The Fabricator (FMA): Metal fabrication surveys show higher wages, company profits.
- Remcor Technology: Fiber Laser Cutting Machine Total Cost of Ownership 2026.
- Senfeng Laser USA: Calculating the Operating Cost of Fiber Laser Machines.
- Trading Economics: HRC Steel Price chart, 2026.
- SendCutSend: How do you calculate pricing for laser cutting?.
- Xometry Machine Learning for Manufacturing.
- ADH Machine Tool: Laser Cutting Machine Gas Consumption, 2025.